
опрессовать алюминиевый кабель
Когда говорят ?опрессовать алюминиевый кабель?, многие сразу думают о гильзах, пресс-клещах и стандартной технологии. Но на практике тут кроется масса подводных камней, особенно с современными сплавами и под разную нагрузку. Частая ошибка — считать, что методика универсальна для любого алюминиевого проводника. Это не так.
Почему алюминий — это отдельная история
С медью вроде всё понятно: обжал, проверил, работает. Алюминий же, особенно в силовых линиях, требует другого подхода. Он мягче, но при этом ?плывёт? под постоянным давлением. Если пережать — можно нарушить структуру жилы, недожать — будет греться и окисляться в точке контакта. Самый критичный момент — выбор именно совместимого инструмента и наконечников. Не всякая гильза, маркированная ?Al?, подойдёт под конкретный кабель по составу сплава.
Вспоминается проект с прокладкой ВЛ 10 кВ, где использовались самонесущие изолированные провода. Заказчик привёз партию кабеля, вроде бы стандартного, но при опрессовке наконечники почему-то не давали нужной плотности. Оказалось, жила была из особого алюминиевого сплава с повышенной механической прочностью — стандартный инструмент не обеспечивал должного обжатия. Пришлось искать матрицу под другой профиль.
Кстати, о сплавах. Сейчас многие производители, например, АО Цанчжоу Хуэйю Кабель (их сайт — https://www.huiyoucable.ru), выпускают целые линейки алюминиево-сплавных кабелей. В их ассортименте, как видно из описания, и СИП до 10 кВ, и сталеалюминиевые провода, и многое другое — более 40 видов. И для каждого типа может быть своя рекомендация по оконцеванию. Их техдокументацию стоит изучать — там часто есть прямые указания на тип гильз и степень обжатия.
Инструмент: на что смотреть в первую очередь
Гидравлический пресс — это обязательно. Ручные клещи для сечений выше 50 мм2 — это риск. Но и тут не всё просто. Важен не только тоннаж, но и форма матрицы. Шестигранная, четырёхсторонняя, полукруглая — у каждого варианта своя область применения. Для алюминия я чаще использую шестигранное обжатие — оно даёт более равномерное давление и меньше деформирует жилу.
Перед работой матрицы и пуансоны нужно чистить. Любая грязь или заусенец оставит на гильзе вмятину, которая станет точкой повышенного сопротивления. И да, смазка для матриц — не прихоть, а необходимость, особенно для алюминия. Но только специальная, не проводящая.
Однажды видел, как бригада использовала матрицы, уже порядком изношенные, для опрессовки алюминиевых жил кабеля 35 кВ. Результат — при испытаниях повышенным напряжением пошёл пробой именно в точке соединения. После вскрытия увидели микротрещины в гильзе из-за неравномерного давления. Учитесь на чужих ошибках: инструмент должен быть в идеальном состоянии.
Подготовка жилы: этап, который часто экономят
Зачистка — кажется, что тут сложного? Но с алюминием есть нюанс: оксидная плёнка. Её нужно удалять механически, но без фанатизма, чтобы не снять лишний металл. Я использую специальные скребки или щётки с жёсткой щетиной из нержавейки. Никакой наждачки — абразивные частицы потом останутся в соединении.
Сразу после зачистки — нанесение пасты-ингибитора окисления. Это не смазка для лучшего захода в гильзу, а именно защита от немедленного образования новой оксидной плёнки. Без этого даже идеально обжатое соединение со временем начнёт деградировать. Пасту нужно именно квартовать, а не мазать поверх.
И вот важный момент: время между зачисткой и опрессовкой должно быть минимальным. Нельзя подготовить двадцать жил, а потом их обжимать. Сделал — сразу обжал. Иначе весь смысл подготовки теряется.
Процесс обжатия: давление, контроль, маркировка
Гильзу подбираем не ?примерно?, а строго по сечению и типу жилы (монолит, многопроволочная). Для алюминиевых многопроволочных жил часто нужны гильзы с более длинной запрессовочной частью. Вставляем жилу до упора — это проверяется визуально через контрольное отверстие в некоторых гильзах или просто меткой на кабеле.
Сама опрессовка идёт от середины гильзы к её краям, если обжимаем с двух сторон. Если с одной — то от края гильзы к её бортику. Давление — по паспорту на гильзу. Не по ощущениям! После каждого обжатия проверяем глубину отпечатка матрицы. Она должна быть чёткой, но без признаков пережатия (трещины, сильное истончение стенки).
Обязательно маркируем каждое обжатое соединение. Хотя бы мелом на изоляции ставим дату и клеймо пресса. Это не бюрократия, а единственный способ отследить, кто и когда работал, если вдруг вопрос возникнет через полгода. Особенно критично для ответственных объектов, где используются, например, огнестойкие кабели или линии на 110 кВ, как те, что выпускает АО Цанчжоу Хуэйю Кабель. На их высоковольтную продукцию это правило распространяется в первую очередь.
Контроль качества: чем и как проверять
Визуальный осмотр — это только первый этап. Нужно проверять габаритным шаблоном или штангенциркулем: диаметр обжатой гильзы должен соответствовать допускам, указанным в ТУ на гильзы. Разница в диаметре в разных точках — признак брака.
Самое простое и действенное — проверка на вытягивание. Если гильза и кабель прошли подготовку и обжаты правильно, то при приложении значительного усилия должна порваться жила кабеля, а не сползать с гильзы. Мы иногда делаем выборочные такие тесты на обрезках, особенно при работе с новой для нас маркой кабеля или гильз.
Но главный контроль — электрический. Замер переходного сопротивления мегомметром или микроомметром. Сопротивление обжатого соединения не должно превышать сопротивление равноценного по длине отрезка самого кабеля. Если это правило нарушено — соединение будет греться. Все дальнейшие проверки, включая тепловизионный контроль после ввода в эксплуатацию, лишь подтвердят этот факт.
Типичные ошибки и к чему они ведут
Повторюсь, но самая частая — игнорирование оксидной плёнки и пасты. Результат — рост сопротивления, нагрев, дальнейшее окисление, оплавление изоляции. Цепная реакция.
Вторая — использование гильз или наконечников, не предназначенных для алюминия. Медные или ?универсальные? без маркировки часто приводят к электрохимической коррозии в месте контакта двух разных металлов, особенно в сырых условиях.
Третья — неправильный выбор степени обжатия. Недообжатие очевидно, а вот переобжатие коварнее. Оно может не проявиться сразу при испытаниях, но создаёт зону механического напряжения. Со временем, под термоциклическими нагрузками (нагрев-остывание под током), в этом месте может пойти трещина. С этим сталкиваешься, когда работаешь с кабелями для динамичных нагрузок, например, в фотоэлектрических системах.
Работа с алюминиевым кабелем — это всегда внимательность к деталям. Нет мелочей. От подготовки жилы до последней метки на гильзе. Технология опрессовки алюминиевого кабеля отработана, но она требует не слепого следования инструкции, а понимания физики процесса и свойств материала. И всегда стоит заглянуть в рекомендации производителя кабеля — часто там есть ключ к надёжному соединению.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Низковольтный алюминиевый силовой кабель Al(Alloy)-XLPE-PVC-STA-PVC
Низковольтный алюминиевый силовой кабель Al(Alloy)-XLPE-PVC-STA-PVC -
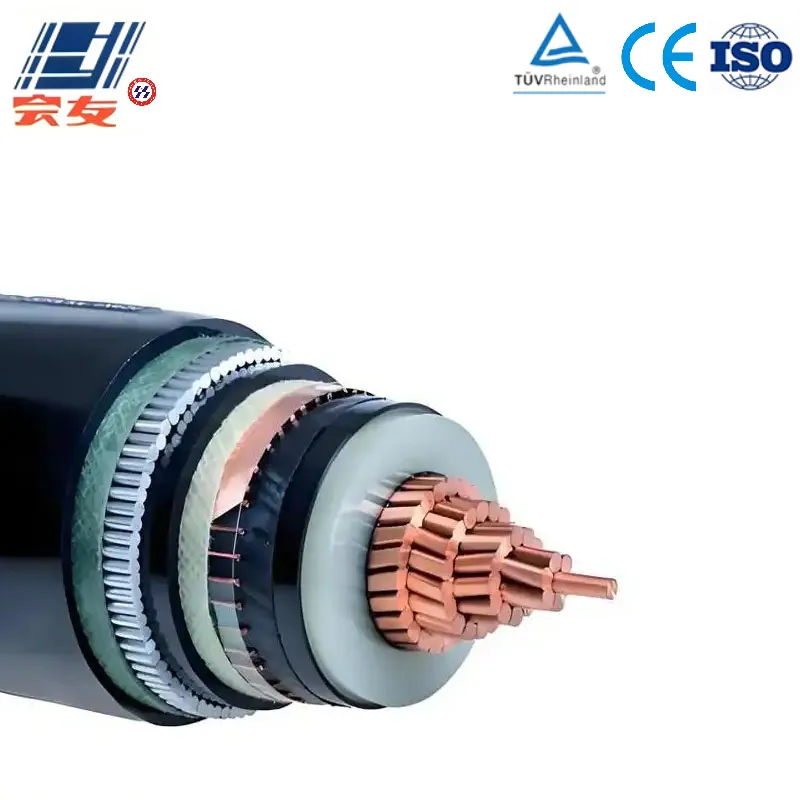
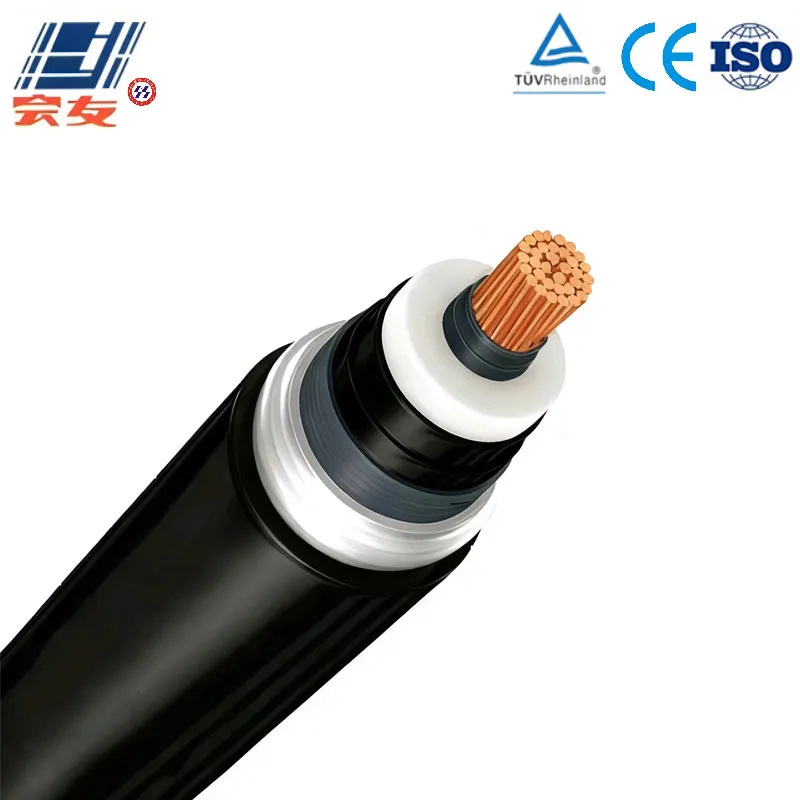
 Средневольтный алюминиевый силовой кабель Al-XLPE-PVC-NMST-PVC
Средневольтный алюминиевый силовой кабель Al-XLPE-PVC-NMST-PVC -
 Серия рудничных кабелей Cu-MgO-Cu-LSZH (гибкий)
Серия рудничных кабелей Cu-MgO-Cu-LSZH (гибкий) -
 Низковольтный огнестойкий силовой кабель Al-XLPE-PVC (огнестойкий)
Низковольтный огнестойкий силовой кабель Al-XLPE-PVC (огнестойкий) -
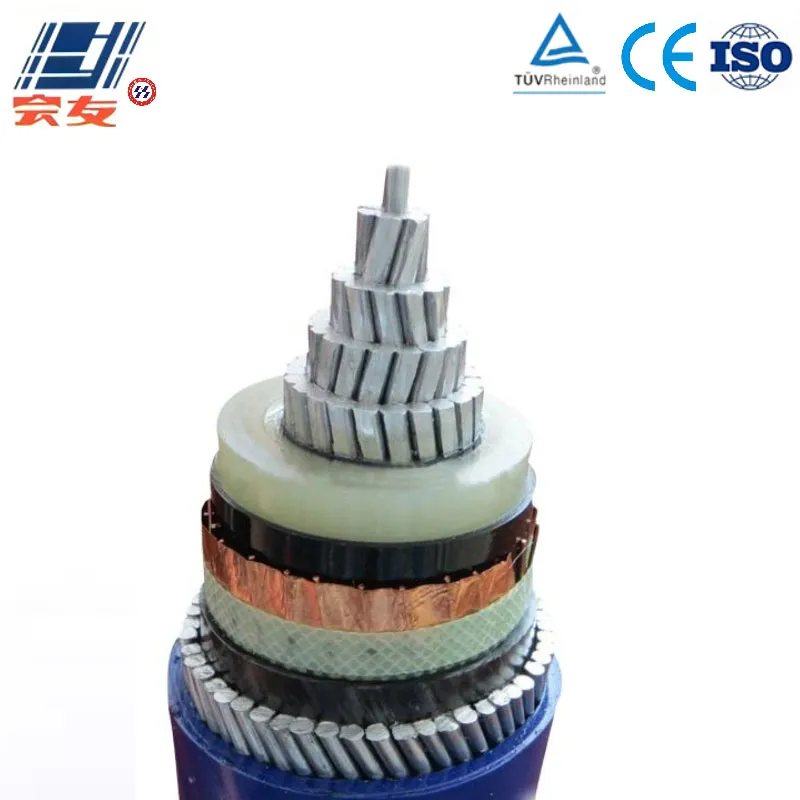
 Высоковольтный силовой кабель Cu-XLPE-Al (гофрированный)-PVC
Высоковольтный силовой кабель Cu-XLPE-Al (гофрированный)-PVC -
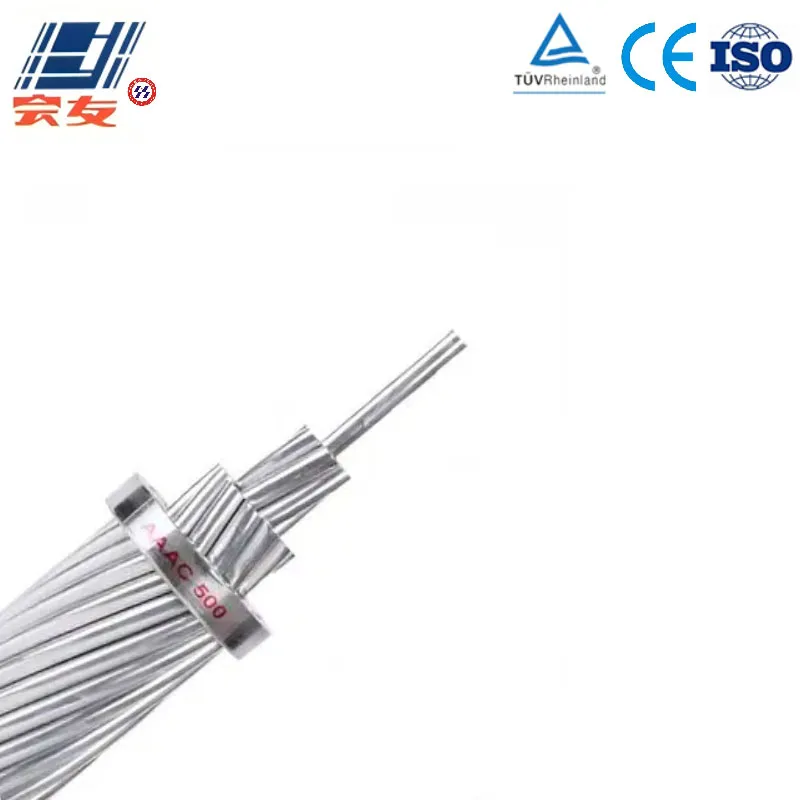 Алюминиево-сплавной провод (AAAC)
Алюминиево-сплавной провод (AAAC) -
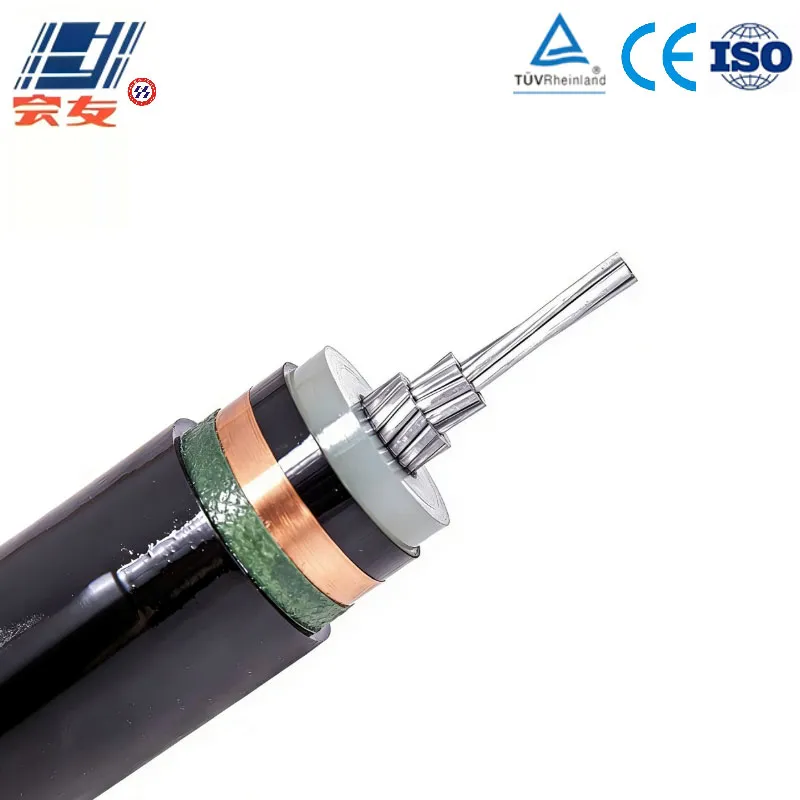
 Средневольтный алюминиевый силовой кабель Al-XLPE-PVC-AWA-PVC
Средневольтный алюминиевый силовой кабель Al-XLPE-PVC-AWA-PVC -
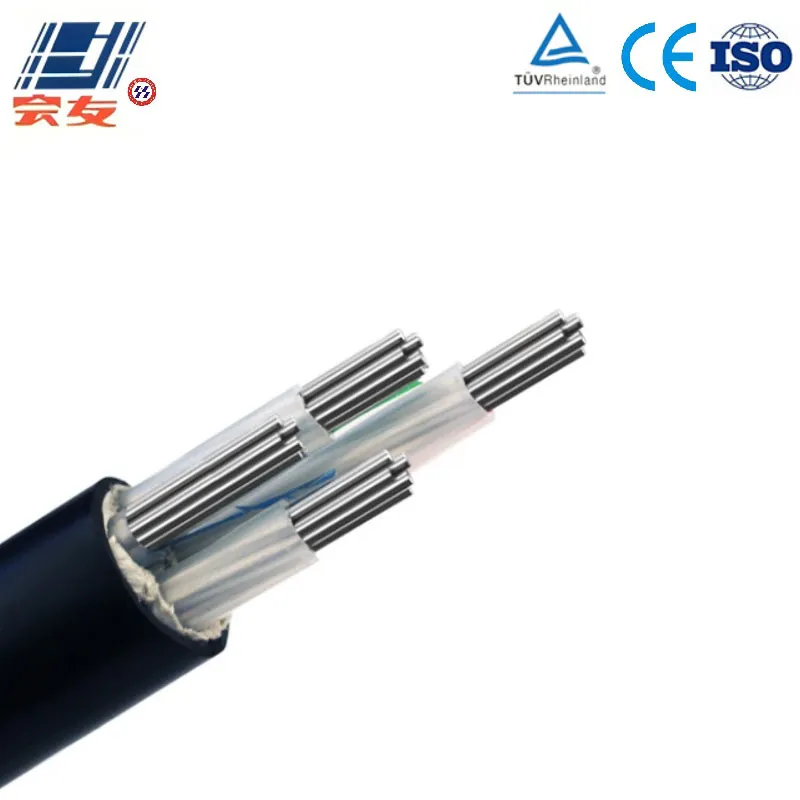
 Средневольтный алюминиевый силовой кабель Al-XLPE-PVC
Средневольтный алюминиевый силовой кабель Al-XLPE-PVC -
 Огнестойкий силовой кабель с низким дымовыделением и без галогенов Cu-XLPE-LSZH
Огнестойкий силовой кабель с низким дымовыделением и без галогенов Cu-XLPE-LSZH -
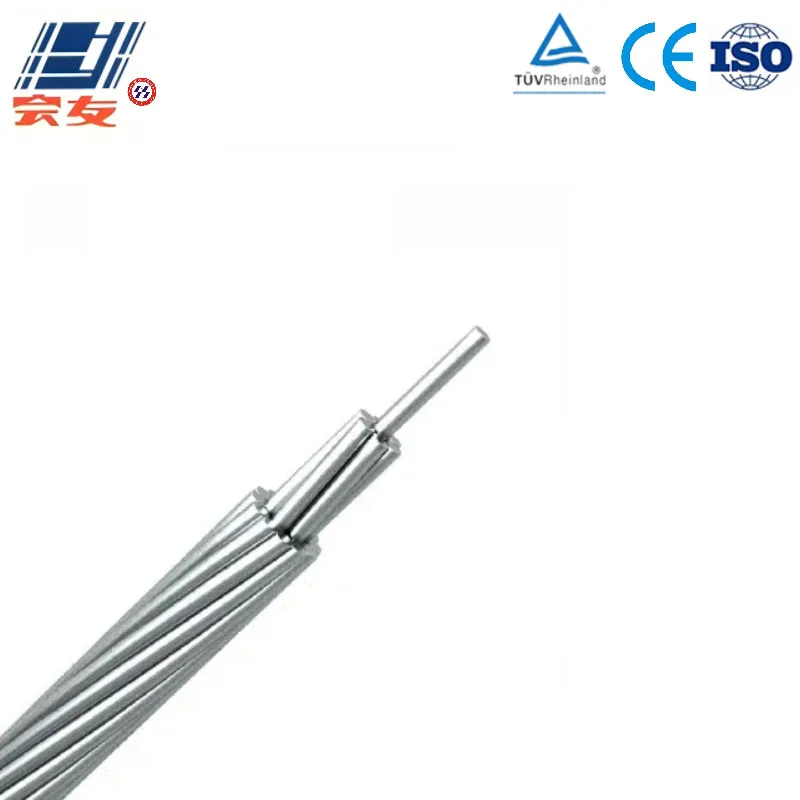
 Сталеалюминиевый провод (ACSR)
Сталеалюминиевый провод (ACSR) -
 Серия компьютерных кабелей Cu-PE-Braid-STA-PVC
Серия компьютерных кабелей Cu-PE-Braid-STA-PVC -
 Серия проводов Cu-PVC (гибкий)
Серия проводов Cu-PVC (гибкий)
Связанный поиск
Связанный поиск- медный кабель сечением 3 мм
- михневские кабельные муфты
- кабель экранированный 2х 0.75
- Кабель для электропроводки в производственных помещениях
- кабель сигнальный 3х 0.75
- кабель бронированный 16 мм2 4
- высоковольтный соединительный кабель
- экранированный кабель юсб
- медный кабель 5х35
- кабели бронированные огнестойкие



